


При выборе шпинделя следует руководствоваться конкретными задачами, которые необходимо решать на производстве. С этой точки зрения и рассмотрим основные параметры шпинделя токарного станка.
Частота вращения шпинделя
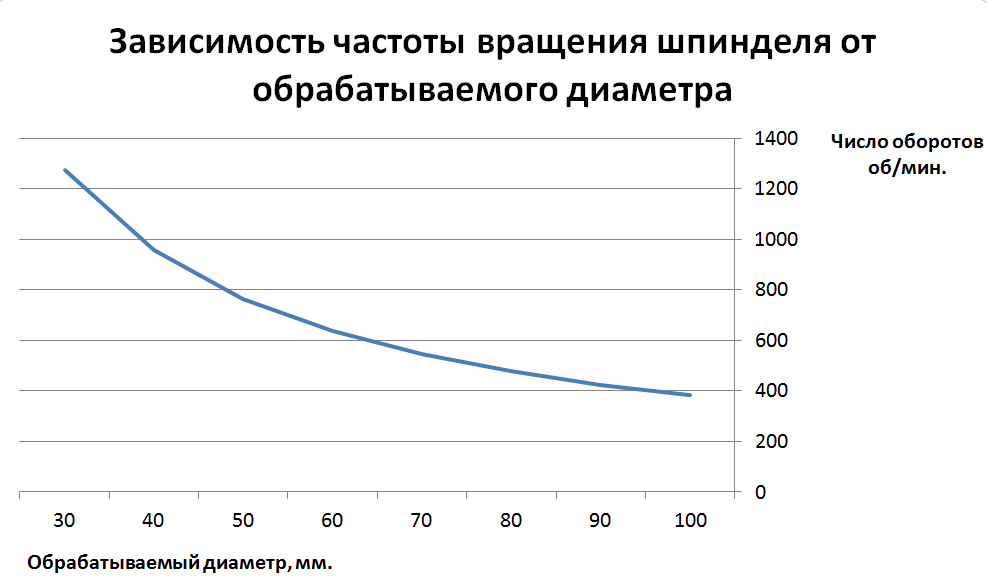
Максимальную частоту вращения шпинделя (об/мин) следует выбирать в зависимости от размера детали и материала, из которого она изготовлена. Современный режущий инструмент позволяет обрабатывать детали на высоких скоростях резания: чтобы их достичь, необходим станок с соответствующим шпинделем.
При расчёте оборотов, которые необходимы для обеспечения нормального режима работы инструмента, важнейшим параметром является диаметр обрабатываемой детали:
.png)
где
n – число оборотов шпинделя
V – скорость резания
π – константа 3,14...
D – обрабатываемый диаметр
Из формулы видно, что чем меньше диаметр обработки, тем больше должны быть обороты шпинделя.
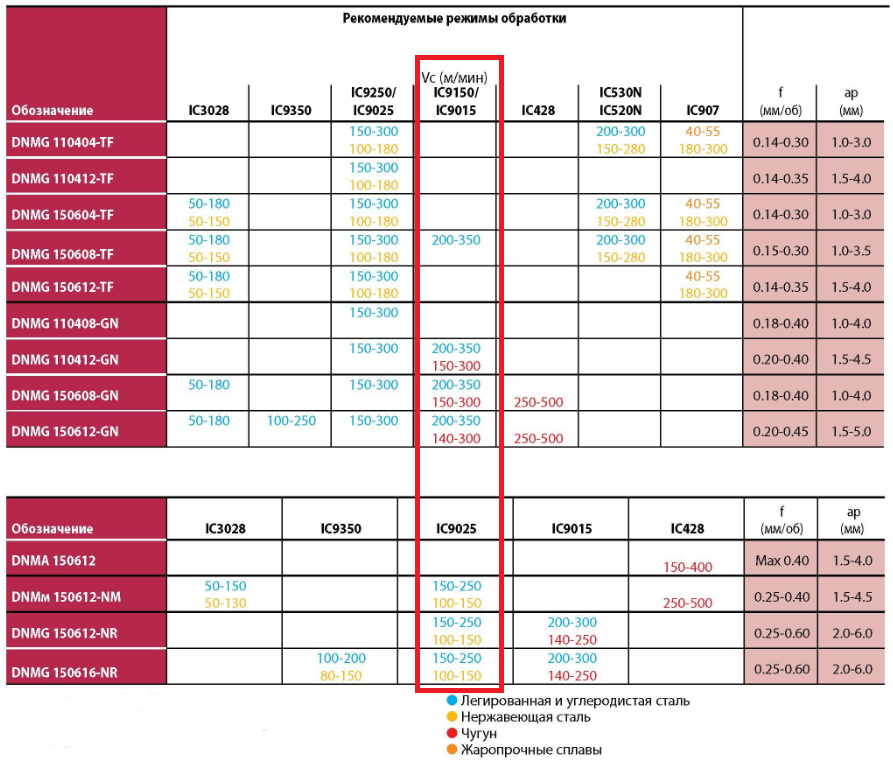
Также на число оборотов влияет скорость резания, которая, в свою очередь, зависит от вида обрабатываемого материала и используемого инструмента. Величина этого параметра указывается в каталогах производителя режущего инструмента.
Мощность двигателя
Мощность двигателя шпинделя, так же как и максимальную частоту вращения, следует подбирать исходя из задач.Тяжелая обработка связана с большими нагрузками на двигатель шпинделя, которые могут вызвать его перегрев и преждевременный выход из строя. Как и в случае с максимальной частотой вращения, важно учитывать материал, который предполагается обрабатывать на станке. Цветные металлы, например, не требуют от шпинделя большой мощности, в то время как вязкие и твердые материалы, такие как титан, нержавейка или жаропрочная сталь, наоборот, к мощности очень требовательны.
Операцией, расходующей большую мощность при изготовлении деталей является сверление, при котором площадь контакта материала с инструментом максимальна.
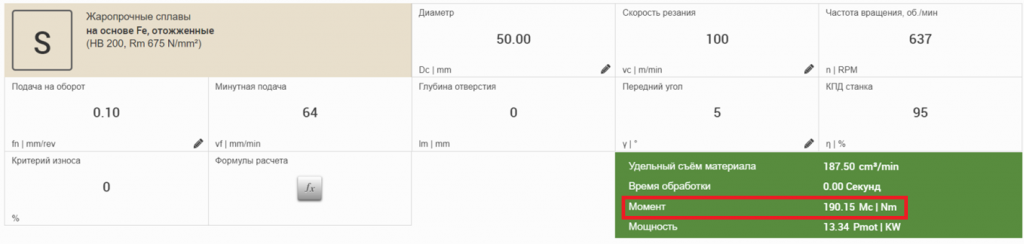
При выборе мощностной характеристики следует учитывать необходимость работы сверлами большого диаметра. К примеру, при сверлении жаропрочной стали сверлом с диаметром 50 мм и частотой вращения 637 об/мин, от двигателя требуется мощность не менее 13,3 кВт.
.jpg)
Формула, по которой можно рассчитать необходимую мощность:
.png)
где
Pmot – потребляемая мощность
Q – удельный съем материала
kc – удельная сила резания
η – КПД станка (0,7-0,95)
В спецификациях часто указывают два значения мощности шпинделя: продолжительный/постоянный режим (например, ED 100%) и перемежающийся режим (например, ED 40%).
Продолжительный режим получил обозначение S1 (согласно стандарту IEC34).
S1 — продолжительный режим (постоянная нагрузка, достаточная для того, чтобы в двигателе установилось тепловое равновесие)
Перемежающийся режим работы имеет обозначение S6, предусмотренное тем же стандартом IEC34.
S6 —последовательность идентичных циклов, каждый из которых включает время работы при постоянной нагрузке и время работы на холостом ходу.
Каждый двигатель имеет маркировку режима, которому соответствуют заявленные характеристики.
Ниже приведен график мощности на примере шпинделя станка CTX510ecoline. На графике изображены две кривых: верхняя (пунктирная) линия это S6, нижняя (сплошная) линия — S1. Из графика видно, что после достижения 500 об/мин мощность с ростом оборотов больше не увеличивается. Это связано с тем, что управление оборотами двигателя до достижения номинальных оборотов шпинделя в 500 об/мин осуществляется регулировкой напряжения на статоре двигателя, при этом скольжение электромагнитного поля в статоре сохраняется. После достижения номинальных оборотов, регулировка осуществляется за счет изменения скольжения магнитного поля. Это приводит к снижению крутящего момента двигателя, зато сохраняет его мощность при увеличении оборотов.
.jpg)
Таким образом, при выборе мощности шпинделя необходимо помнить, что на разных режимах работы достигаются разные характеристики мощности. При этом пиковое значение мощности можно получить только при достижении номинальных оборотов двигателя. На графике четко видно, что номинальные обороты данного двигателя составляют 500 об/мин. Мощность при перемежающейся нагрузке составляет 33 кВт, а при постоянной непрерывной нагрузке — 22 кВт.
Из графика следует, что данный шпиндель обеспечит нам необходимую мощность при сверлении отверстия диаметром 50 мм на частоте вращения 637 об/мин при любых режимах работы.
Крутящий момент
Крутящий момент — ещё одна силовая характеристика шпинделя, напрямую зависящая от мощности:
.png)
где
τ – крутящий момент
P – мощность
ω – угловая скорость
На величину крутящего момента шпинделя влияет его конструкция. Существует несколько типов привода шпинделя: как правило, наибольший момент развивает шпиндель с зубчатой передачей. Большой крутящий момент нужен для обработки вязких материалов, таких как титан, нержавейка или жаропрочная сталь.
Возвращаясь к примеру со сверлением можно увидеть, что для сверления отверстия диаметром 50 мм с частотой вращения шпинделя 637 об/мин необходим крутящий момент 190,15 Н/м. Это довольно большая величина.
Формула для вычисления крутящего момента при сверлении:
.png)
где
Mc — потребляемый крутящий момент
Dc — диаметр сверла
kc — удельная сила резания
f — подача на оборот
По аналогии с мощностью крутящий момент часто указывают при продолжительном режиме (S1/ED100%) и перемежающемся режиме (S6/ED40%).
Ниже приведен график момента шпинделя станка CTX510ecoline:
.jpg)
По аналогии с графиком мощности на графике момента изображены две кривые: верхняя (пунктирная) линия это S6, нижняя (сплошная) линия – S1. Из графика видно, что до 500 об/мин величина крутящего момента максимальна, а при дальнейшем увеличении числа оборотов он уменьшается. Крутящий момент в двигателе создается за счет скольжения магнитного поля в статоре: при достижении номинальных оборотов скольжение начинает изменяться, что и вызывает снижение крутящего момента.
Таким образом следует учитывать, что крутящий момент, так же как и мощность зависит от режима работы двигателя: с перемежающей нагрузкой и до номинальных оборотов достигается максимальное значение крутящего момента в 630,6 Н/м, а при максимальных оборотах в этом же режиме крутящий момент составит примерно 100 Н/м.
Из графика видно, что шпиндель с такими характеристиками обеспечивает необходимый крутящий момент при работе со сверлом диаметром 50 мм с частотой вращения шпинделя 637 об/мин на любых режимах работы.
Подшипники
Подшипники шпинделя испытывают большие нагрузки, так как в токарном станке вращаются и заготовка, и зажимной патрон, которые в сумме обладают значительной массой. По этой причине для шпинделей токарных станков чаще всего применяют роликовые подшипники.
Исключения составляют токарные автоматы для обработки прутка, где частота вращения может достигать 12 000–15 000 об/мин. Как правило, такие станки рассчитаны на обработку маленьких деталей, которые изготавливаются из прутка. При выборе подобного станка важно обратить внимание на материал сепаратора подшипника, которые могут быть изготовлены из металла или из полимера.
Сепаратор из металла в свою очередь бывают штампованные или механически обработанные. Штампованные сепараторы изготавливаются из листового железа — по сравнению с механически обработанными они имеют меньший объем и массу. Также штампованные сепараторы обеспечивают лучшую смазку обойм и тел качения подшипника.
.jpg)
Механически обработанные сепараторы применяются на более скоростных подшипниках, так как этот тип сепаратора более массивный и жесткий. Главным минусом этого типа сепараторов является неустойчивость к ударным нагрузкам — при резком изменении частоты вращения он может повредить тела качения.

Полимерные сепараторы более устойчивы к переменным и ударным нагрузкам, они также являются самыми тихими из всех. Главный их недостаток — невозможность работы при высоких температурах.

Проходное отверстие в шпинделе
Диаметр проходного отверстия — ещё один важный параметр шпинделя. При обработке прутка он ограничивает максимальный диаметр заготовки, которую допустимо в этом шпинделе обрабатывать.
Если диаметр прутка меньше диаметра проходного отверстия шпинделя, необходимо использовать специальные переходные втулки или трубы.

Переходные втулки компенсируют зазор между прутком и отверстием шпинделя, чтобы при вращении пруток не повредил внутреннюю поверхность отверстия шпинделя. Переходные втулки изготавливаются как из стальных сварных труб, так и из полимерных материалов типа капролона или фторопласта. Полимерные трубки также гасят значительную долю вибраций, возникающих при вращении прутка.
Иногда бывает необходимо при обработке разместить часть заготовки в шпинделе, что так же может привести к трудностям, если проходное отверстие окажется меньше диаметра заготовки.
Кстати, существует отдельный тип шпинделей для обработки труб. Такие шпиндели отличаются большим проходным отверстием и наличием дополнительного патрона с другой стороны.

Тип привода шпинделя
По типу привода токарные шпиндели делятся на три основных типа.
Наиболее распространённый тип привода, обладает высокими скоростными характеристиками и бесступенчатой регулировкой оборотов. Одним из главных его преимуществ является многообразие характеристик шпинделя, так как двигатель и шпиндель установлены отдельно друг от друга, что позволяет использовать двигатели с разными характеристиками.
Является наиболее бюджетным из всех типов.
Также в силу своей конструкции ремённый привод позволяет избежать повреждений самого электродвигателя в случае аварии.
Из минусов стоит отметить наименьшую нагрузочную способность шпинделя, так как натяжение ремня создаёт постоянную радиальную нагрузку на его задние подшипники. С увеличением мощности и скорости шпинделя требуемое натяжение и, соответственно, радиальная нагрузка на подшипники также возрастают и тем самым исчерпывают радиальную нагрузочную способность подшипников.
Следует также отметить, что шпиндели с ремённым приводом имеют невысокую точность позиционирования оси С при выполнении фрезерования.
В приводах этого типа для передачи крутящего момента используется зубчатая передача. На современных станках часто устанавливается многоступенчатый редуктор, который позволяет регулировать соотношение момента, мощности и частоты вращения. Такой тип привода рекомендуется для тяжелой обработки габаритных деталей, так как частота вращения у таких шпинделей, как правило, невелика.
К плюсам этого типа передачи следует отнести способность передать большой крутящий момент. За счет отдельной установки двигателя и шпинделя он, так же как и в случае с ременной передачей, обладает многообразием характеристик.
Недостатком таких шпинделей является низкая частота вращения, которая сильно снижает область их применения, а так же отсутствие плавности хода и повышенный шум.
Это наиболее универсальный вариант привода, обеспечивающий хороший баланс мощности, крутящего момента и оборотов. Особенность этого шпинделя заключается в том, что наружная обойма шпинделя является статором электродвигателя, а вал шпинделя — ротором. Этот тип привода является самым дорогим, так как технически сложнее других в изготовлении.
Главным минусом такого шпинделя является дорогостоящее обслуживание и ремонт в случае поломки, а так же ограниченный выбор характеристик, так как двигатель встроен в шпиндель и соответственно ограничен его размерами. Преимуществом является возможность работы на высоких оборотах, жесткость конструкции, плавность хода и точность позиционирования оси С при работе в режиме фрезерования.
Тип фланца для крепления зажимного механизма
Самый распространенный тип фланца — тип «А» (DIN 55026) (используется на большинстве азиатских станков). Такие фланцы имеют коническую посадочную поверхность и резьбовые отверстия, расположенные радиально на торце.

Еще один часто встречающийся тип фланца — «C» (DIN 55027). Он, так же как и тип «А» имеет конусную посадку, но вместо крепления болтами здесь используется байонетное соединение.
.png)
Так же существует американский стандарт типа L, который представляет собой длинный конус, шпонку и прижимную гайку. Такой тип фланца встречается реже описанных выше.
.png)
Если по каким-то причинам тип соединения патрона и торца шпинделя различаются, то в большинстве случаев можно заказать или самостоятельно изготовить переходной фланец, который поможет соединить патрон и шпиндель. Следует помнить, что габариты вашего патрона должны соответствовать габаритам стандартного патрона станка.
Почти все современные токарные станки имеют гидравлический привод зажима заготовок. Поэтому при выборе патрона важно учитывать и параметры тяговой трубы. Этот элемент предназначен для передачи тягового усилия от гидроцилиндра к зажимному патрону, фиксирующему заготовку. Как правило, с зажимным патроном поставляется гайка для соединения тяговой трубы и патрона. Эта гайка не имеет резьбы, так как разные производители станков изготавливают разную резьбу на своих тяговых трубах. При замене патрона важно иметь техническую возможность такую гайку доработать.
Самое простое решение — заказать у производителя зажимного патрона сразу весь комплект переходных элементов, предоставив ему чертежи фланца вашего двигателя и сообщив параметры тяговой трубы.
Специалисты маркетплейс СТАНКОТЕКА помогают покупателям в подборе необходимого оборудования, максимально отвечающего условиям и потребностям конкретного производства. Составьте техническое задание и отправьте его нашим консультантам, воспользовавшись любым удобным каналом связи.