


Применение смазочно-охлаждающих жидкостей (СОЖ) при металлообработке позволяет повысить её производительность, увеличить ресурс режущих насадок при одновременном улучшении качества получаемой поверхности и точности обработки. Системы подачи СОЖ под давлением обладают дополнительными преимуществами.
Необходимость применения СОЖ
В процессе токарной и фрезерной обработки острый клин режущего инструмента снимает тонкие слои материала заготовки, формируя деталь необходимой формы, размеров и с необходимым качеством поверхности. Энергия вращающегося шпинделя частично расходуется на отделение материала заготовки, при этом значительная её часть превращается в тепло.
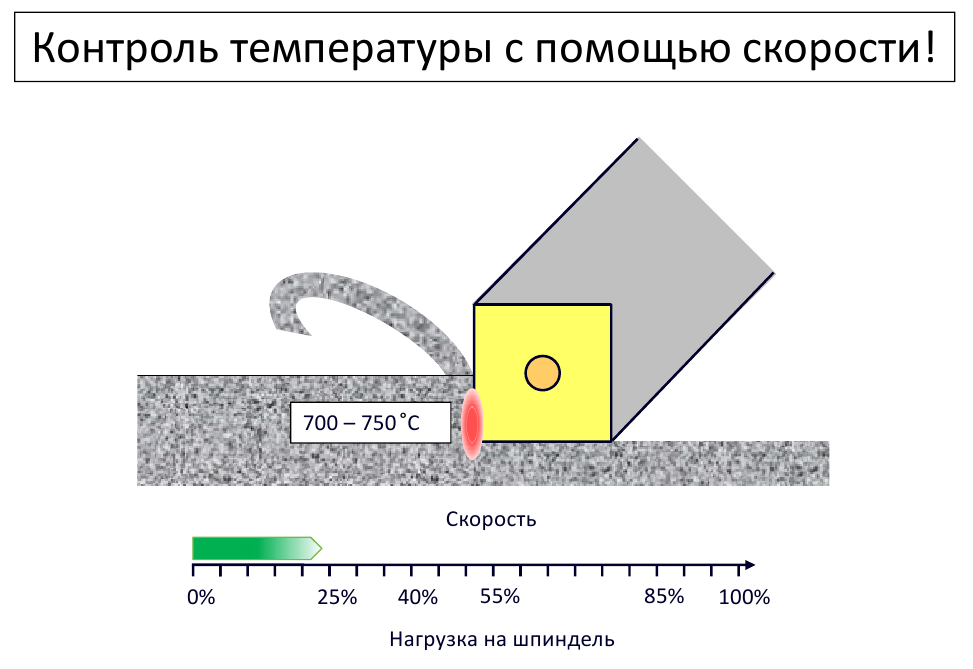
При интенсивной работе перегревается и инструмент, и металлическая заготовка. Перегрев сокращает ресурс режущего инструмента; качество обработки также ухудшается. Между скоростью обработки (частотой вращения шпинделя и скоростью подачи резца или фрезы) и температурой существует прямая зависимость: с увеличением скорости заготовка и инструмент нагреваются сильнее.
Ещё одна проблема при интенсивной обработке металлических деталей связана с недостаточно эффективным удалением стружки: длинная стружка скапливается вокруг инструмента или детали, скопление стружки может вызвать останов станка и даже его аварию. При этом станок может выбыть из производственного процесса на несколько часов или даже дней.
Поскольку при токарной и фрезерной обработке на резание и на нагрев расходуется мощность шпинделя, то до некоторой степени тепловыделение можно снизить путём уменьшения скорости резки, то есть уменьшая частоту вращения шпинделя.
Однако в таком случае страдает производительность. При этом проблема отвода стружки остаётся.
Способы подачи СОЖ
Эффективный способ контролировать температуру — подать в зону резки смазочно-охлаждающую жидкость. Использование СОЖ позволяет:
-
увеличить рабочий ресурс режущей оснастки за счёт уменьшения трения о поверхность заготовки;
-
устранить резкий перепад температур в теле резца или фрезы;
-
снизить вероятность растрескивания режущих кромок из-за температурных перегрузок.
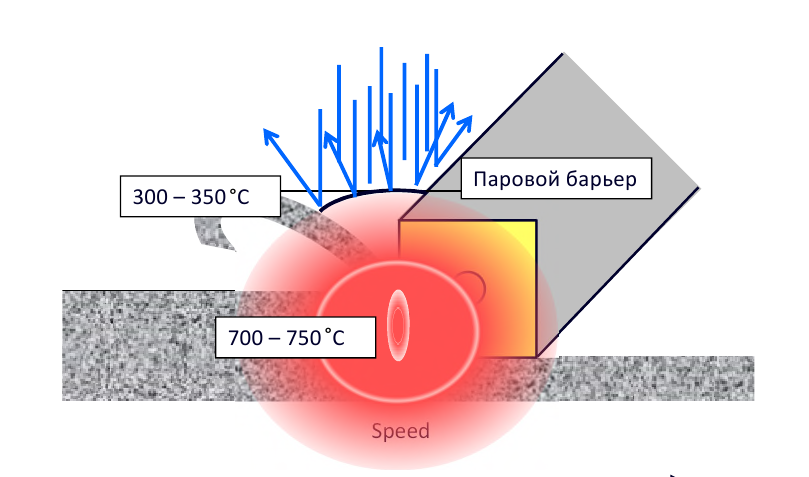
При интенсивной работе температура в зоне нагрева достигает 700–750°С, при этом охлаждающая жидкость начинает испаряться. Возникающий паровой барьер отталкивает COЖ, препятствуя её контакту с охлаждаемой оснасткой и обрабатываемой деталью. Системы подачи СОЖ под высоким давлением решают эту проблему, создавая давление, не допускающее образования паровой преграды и позволяющее быстро отводить тепло из зоны резания.
При этом удаётся решить и ещё одну задачу — струя жидкости ломает и дробит стружку, облегчая её эвакуацию из зоны резания. Это особенно полезно при фрезеровании глубоких отверстий и различных фасонных внутренних поверхностей, для которых отвод стружки затруднён.

Использование СОЖ под давлением эффективно для интенсивных методов обработки, то есть при обработке труднообрабатываемых материалов и при высокой скорости резания.
К труднообрабатываемым материалам относят:
-
сплавы титана (из-за низкой теплопроводности происходит повышение температуры в зоне резания, при резке образуется длинная стружка);
-
нержавеющие стали, для обработки которых необходимо прикладывать относительно высокие силы резания, а для аустенитной и дуплексной стали стружкодробление также затруднено;
-
жаропрочные сплавы на основе железа, никеля и кобальта, для обработки которых требуется ещё более высокая сила резания.
Совершаемая в процессе резания механическая работа почти полностью переходит в теплоту, при этом стружка нагревается до более высокой температуры, чем заготовка. Как видно из диаграммы, большая площадь контакта режущего инструмента со стружкой обеспечивает перенос тепла от стружки к резцу (фрезе). То есть температура режущего инструмента сильно зависит от времени его контакта со стружкой.
Подача СОЖ под высоким давлением (70–80 бар и выше) точно в определенную область способствует быстрому отводу тепла, подъёму стружки, её дроблению и более эффективной эвакуации. Оптимальная область подачи СОЖ находится между передним углом инструмента и стружкой, так как именно здесь температура инструмента максимальна:

Такое решение реализовано в современных обрабатывающих центрах, оснащённых насосами высокой производительности, соответствующей оснасткой и инструментами с внутренними каналами для подвода СОЖ и с точно выверенным расположением и сечением выходных отверстий этих каналов.
Преимущества обработки с подачей СОЖ под давлением
Используя СОЖ под высоким давлением с оптимизированными режущими инструментами и быстросменной оснасткой, вы получаете множество преимуществ.
Контроль над стружкодроблением устраняет две самые значимые причины простоя станков:
-
остановы станков из-за скопления длинной стружки вокруг инструмента или детали;
-
останов станка на техническое обслуживание для устранения стружки, забивающей транспортёр при её эвакуации.
Одним из больших преимуществ от использования систем СОЖ высокого давления является уменьшение настроек трубки для СОЖ. При наружных трубках обычно требуется 2–3 попытки, чтобы получить правильное положение струи жидкости. В процессе работы трубка может часто сбиваться стружкой, что требует регулярного останова станка и перенастройки трубки подачи жидкости. При использовании же державок с высокоточными соплами подвод СОЖ от инструмента к режущей кромке фиксирован.
Оборудование для подачи СОЖ под высоким давлением
Почти все станки (ссылка на каталог) поддерживают подачу СОЖ под высоким давлением, около 70/80 бар (1015/1160 psi). Некоторые станки могут обеспечивать ещё более высокое давление СОЖ до 150 бар (2176 psi), которое востребовано при выполнении сложных операций и обработке труднообрабатываемых материалов.
Преимущества могут быть значительными, однако следует отметить:
-
преимущества будут получены только с инструментами, разработанными для высокоточной подачи СОЖ;
-
давление СОЖ, которое требуется для дробления стружки у токарных инструментов, зависит от конструкции сопла, обрабатываемого материала, а также глубины резания и подачи;
-
требуемый расход СОЖ зависит от давления и суммарной площади каналов для подвода СОЖ;
-
выбираемый станок должен быть оснащен защитным кожухом рабочей зоны (кабинетной защитой), которая рассчитана на работу с системами СОЖ высокого давления (как правило, кожух должен защищать весь станок полностью и иметь необходимую герметичность).
Выбирайте необходимые инструменты и насос (давление и расход) для каждой области применения. Правильное применение СОЖ под высоким давлением обеспечит быструю окупаемость благодаря повышению коэффициента использования станков и эффективности резания металла. Более подробную информацию о станках, оснащённых системами подачи СОЖ под давлением и о самих этих системах вы можете получить у консультантов портала СТАНКОТЕКА.