

Как выбрать круглошлифовальный станок?
Блог
Представим основные шаги по выбору круглошифовального станка, которые целесообразно формализовать в документе, который можно назвать: Паспорт закупки оборудования:
1. Отобрать комплект деталей, которые требуют проведения круглошифовальной операции. Выбор метода обработки, типа и размера круглошлифовального станка зависят от параметров обрабатываемых деталей как существующих, так и тех, которые можно представить в недалеком будущем с учётом развития вашего предприятия. Что это за параметры: форма, габариты деталей определят типоразмер станка из производственной линейки Производителя, размеры и точность обрабатываемых поверхностей позволят уточнить необходимый класс точности станка, материал, твердость и состав предшествующих технологических операций, подскажут метод обработки и параметры привода шлифовального круга, а потребное количество деталей в единицу времени даст возможность определить степень универсальности станка.
2. Разработать предварительный план монтажа станка, который должен включать возможности и необходимое оборудование для подключения станка к электрической, пневматической и гидравлической сетям производственного участка, в случае отсутствия индивидуальных приводов станка, а также подключение к централизованной системе подачи СОЖ при отсутствии индивидуальной на станке. Кроме того, должны быть решены вопросы виброизоляции станка от внешних воздействий т.е. монтаж станка на анкерные болты, виброопоры или виброфундаменты.
3. Составить смету, которая подскажет ценовой сектор, в котором нужно искать соответствующую модель круглошлифовального станка. Необходимо помнить, что желание купить бюджетную модель станка должно сопровождаться тщательным изучением функциональных характеристик и готовностью формулирования чётких дополнительных технических требований по точности и надёжности оборудования при заключении договора на поставку.
4. Определить разработчика и изготовителя. Целесообразно выбирать отечественных разработчика и изготовителя оборудования. Предпочтение следует отдавать изготовителям, имеющим действующую систему качества и опыт производства этого вида оборудования.
5. Взвесить условия гарантии. В частности, возможность заключения договора на поставку с трехлетним сервисным обслуживанием является существенным преимуществом.
6. Оценить эффективность, удобство обслуживания и ремонтопригодность оборудования. Перед приобретением круглошлифовального станка полезно найти аналоги в РФ и получить сведения по результатам их эксплуатации.
Особенности конструкций круглошлифовальных станков
На рис. 1 схематически представлен круглошлифовальный станок. Съём припуска на этом типе станков чаще осуществляется за большое количество проходов. Глубина срезаемого слоя является переменной величиной, изменяющейся на протяжении всей операции и определяющей структуру рабочего цикла шлифования. Как правило при предварительном шлифовании достигается точность, соответствующая 6…9-му квалитетам и шероховатость поверхности Ra 1,2…2,5 мкм. При окончательном шлифованием достигается 5…6-й квалитет и шероховатость поверхности Ra 0,03…1,2 мкм.
При выборе показателей станка в первую очередь обращается внимание на следующие основные параметры: высота центров над плоскостью стола, длина между центрами, допустимый вес обрабатываемого изделия, число оборотов и мощность привода изделия, а также диаметр, число оборотов и мощность привода шлифовального круга.
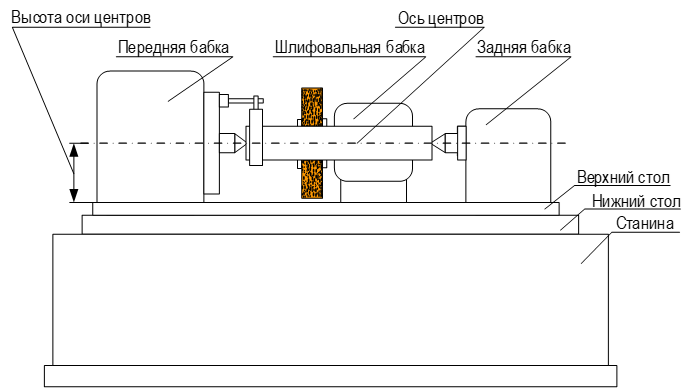
Рис. 1. Схема круглошлифовального станка.
Специалист, осуществляющий выбор и закупку, понимает, что паспортные данные станка во многом определяют его технические и эксплуатационные характеристики.
По передней бабки изделия – посадочный диаметр шпинделя и мощность привода изделия коррелируются с параметрами жесткости бабки изделия и характеризуют производительность станка.
По шлифовальной бабке – диаметры круга, шейки шпинделя, число оборотов и мощность привода шлифовального круга во многом определяют степень возможной интенсификации процесса резания при шлифовании.
По расположению оси центров – высота центров над плоскостью стола, длина между центрами и допустимый вес обрабатываемого изделия иллюстрируют технологические возможности станка.
Диапазоны вращения круга и заготовки, а также скорость продольного перемещения дают представление о возможном использовании различных технологий обработки изделий.
По методу закрепления обрабатываемой детали на станке различают следующие варианты компоновки круглошлифовального станка:
· центровой – деталь устанавливается в центрах,
· патронный – обрабатываемое изделие зажимается в патроне,
· бесцентровый – деталь устанавливается по обрабатываемой поверхности.
Применение патрона сокращает длину обрабатываемого изделия, зато повышает жесткость системы изделия и допускает бόльшую интенсификацию режимов обработки. Кроме того, важным элементов компоновки является второй стол станка. Верхний стол, используемый при шлифовании конусов см. рис. 1 имеет возможность поворачиваться в горизонтальной плоскости вокруг оси, закрепленной на нижнем столе. Ручное перемещение нижнего стола по направляющим станины осуществляется от маховика посредством специального механизма, а механическое – от гидравлического цилиндра, находящегося в станине. На первых двух типах станков применяются продольный, врезной и комбинированный методы шлифования.
В современных круглошлифовальных станках шлифовальная бабка конструктивно может быть изготовлена в виде револьверной головки, имеющей 2 или 3 шлифовальных круга рис. 2. Это позволяет осуществлять разные виды операций без остановки и замены инструмента. Смена круга производится путём поворота головки. Кроме того, станок может иметь измерительный щуп для определения момента запуска шлифования, момента переключения с черновой подачи на чистовую и отключения станка при достижении заданного размера обрабатываемого изделия.
На бесцентровошлифовальном станке изделие базируется по обрабатываемой или окончательно обработанной поверхности. Изделие, опираясь на опорную призму (нож) получает вращение от ведущего круга, скорость которого в 60…100 раз меньше окружной скорости шлифовального круга. Благодаря высокой жесткости системы: станок – шлифовальный круг – деталь – ведущий круг, превышающей в 1,5…2 раза жесткость системы при обработке в центрах, бесцентровые станки используются при обработке деталей, имеющих крупные производственные серии, когда необходимо интенсифицировать процесс резания.
Отечественные круглошлифовальные станки выпускаются разных классов точности: Н – нормальной, П – повышенной, В – высокой, А – особо высокой и С – особо точные станки. В качестве устройств, обеспечивающих повышение точности обработки на станке, могут использоваться:
· автоматическая балансировка шлифовального круга, как правило при значительных разметах инструмента,
· автоматическая правка круга при мониторинге и достижении определённой нагрузки на шлифовальный круг.
По степени универсальности круглошлифовальные станки дифференцируются:
· специальный станок – предназначен для конкретных видов изделий, обрабатываемых в автоматическом цикле крупными сериями,
· врезной станок – предназначен для шлифования без продольной подачи, в тех случаях, когда ширина (высота) круга больше длины обрабатываемой поверхности изделия,
· простой станок – предназначен для проведения одного типа технологической операции, имеет неповоротный стол, переднюю и заднюю бабки,
· универсальный станок – предназначен для обработки изделий разных форм (цилиндрической наружной и внутренней, и конической), имеет возможность использования дополнительной шлифовальной бабки, обладает широкой областью применения см. рис. 2,
· станок с ЧПУ – рекомендуется к применению при достаточной номенклатуре обрабатываемых деталей сложных форм, повышенной точности, при необходимости использования разнообразных циклов обработки и системы активного контроля. В силу высокой стоимости станка его использование должно быть экономически оправданным.
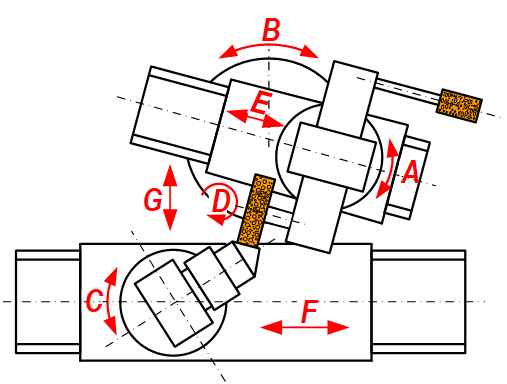
Рис. 2. Схема универсального круглошлифовального станка.
А – поворот револьверной головки; В – поворот каретки; С – поворот бабки изделия;
D – вращение шлифовального круга; E – перемещение салазок; F – перемещение стола;
G – перемещение салазок на глубину резания.
Методы обработки, применяемые на круглошлифовальных станках
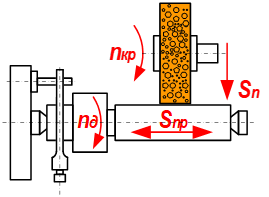
Наружную круглую финишную обработку деталей типа тел вращения на центровых станках можно осуществить при помощи продольных рабочих ходов, врезным шлифованием или комбинированным. Для проведения круглого наружного шлифования необходимы движения: 1 – вращение круга или главное движение резания nкр; 2 – вращение детали nд или круговая подача детали; 3 – поперечная подача sп или подача на глубину резания t; 4 – продольная подача sпр т.е возвратно-поступательное движение детали (или круга) вдоль своей оси. На рис. 3 представлены схемы основных методов круглого шлифования.
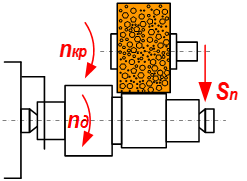

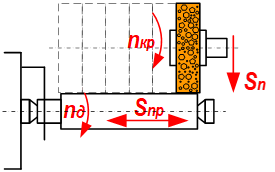
а. Продольное шлифование. б. Врезное шлифование. в. Глубинное шлифование
г. Шлифование последовательными врезаниями. д. Одновременное шлифование диаметра и торца.
Рис. 3. Схемы основных методов круглого шлифования.
Круглое шлифование с продольной подачей см. рис. 3а, является наиболее распространённым методом обработки. Врезное шлифование см. рис. 3б, тоже достаточно распространено и используется чаще при профильном шлифовании и в случае, когда ширина круга больше образующей детали. Глубинное шлифование см. рис. 3в применяется при необходимости повышенной производительности при обработке, как правило коротких деталей и в этом случае нужны станки, конструкция которых предусматривает особенности этого способа шлифования. Метод шлифования последовательными врезаниями см. рис. 3г объединяет врезное и последующее продольное шлифование.
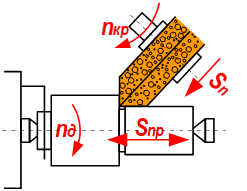
В ряде случаев см. рис. 3д производят одновременное шлифование цилиндрической и прилегающей торцевой поверхности специально заправленным шлифовальным кругом, ось которого располагается под углом к оси шлифуемой детали (чаще 45°).
Подача производится, как обычно, перпендикулярно оси вращения шлифовального круга. Такой способ шлифования торцов более производителен и обеспечивает требуемую точность шлифуемых поверхностей.
При круглом шлифовании круги работают с окружной скорость, равной 35, 50 и 60 м/с. В ряде случаев используется и более высокая окружная скорость круга.
Представленных на нашем портале производителей круглошлифовальных станков можно разделить, по качеству изготовления оборудования, исходя из информации на их сайтах и существующем имидже на три группы:
· недавно созданные компании, набирающие опыт и квалификацию,
· устойчивые компании, имеющие опыт и зарекомендовавшие себя на рынке,
· компании, имеющие большой опыт производства и современные конструкции станков.
К первой группе относятся китайские фирмы HD CNC, Dalian ZT Machinery Co., Ltd., производящие круглошлифовальные станки и представляющие собой молодые компании, однако имеющие сертифицированные системы менеджмента качества ISO 9001. Надо отметить, что даже китайские специалисты в своих статьях признают, что многочисленные станкостроительные фирмы Китая имеют первой своей задачей «утолить голод» в первую очередь китайских машиностроительных производств.
Тайваньские фирмы A-Tech, E-Tech, PALMARY, Paragon, TOPKING, Top-work производящие круглошлифовальные станки можно смело отнести ко второй группе фирм, работающих на рынке круглошлифовальных станков. Эти предприятия имеют разный стаж производства шлифовальных станков, они имеют системы менеджмента ISO 9001 и ряд патентов на узлы и компоненты своих станков.
Наконец, к европейским грандам производителей современных круглошлифовальных станков относятся компании STUDER (Швейцария) и Donobat (Испания). Эти предприятия выпускают современные качественные, надёжные круглошлифовальные станки.
Отдельную группу составляют отечественные производители, всё выше поднимаясь по лестнице технологических новшеств и качества. В неё входит Липецкое станкостроительное предприятие – ЛСП.

Таким образом, следование предложенным шагам по выбору оборудования, учёт особенностей конструкций и методов обработки на круглошлифовальных станках, а также обращение на наш портал, в СТАНКОТЕКУ заметно облегчит выбор станка и обеспечит получение Вами качественного круглошлифовального оборудования.
Следует помнить, что экономия при покупке может привести к дополнительным расходам на обслуживание и ремонт в будущем!