

Как выбрать внутришлифовальный станок?
Блог
На вашем производстве имеются детали с отверстиями высокой точности: 6...9 квалитета с шероховатостью поверхности Ra = 1,6...0,16 мкм? Значит, вам необходим внутришлифовальный станок.
Внутренним шлифованием обрабатывают точные отверстия в закаленных заготовках:
- сквозные и глухие отверстия
- цилиндрической, конической и фасонной форм
- торцы заготовок.
Существует большое многообразие внутришлифовальных станков, определяемое габаритами рабочей зоны станка, видами шлифования, параметрами точности и степенью универсальности.
Чем же руководствоваться при выборе внутришлифовального станка?
Рекомендации по выбору
Вам стоит обратить внимание на следующие пункты наших рекомендаций они помогут вам подготовится и помочь Поставщику вашего оборудования сфокусироваться на конкретном типе оборудования, определиться с дополнительными опциями и комплектацией, в том числе и запчастями первой необходимости, а также ценовой нишей. Надо помнить вы покупаете станок для длительного пользования.
1. Выделите группу деталей для внутришлифовальной операции.
Для этой группы определить области габаритных размеров, расположение обрабатываемой поверхности в рабочем поле станка, форму и диаметры шлифуемых поверхностей, материалы и твердость обрабатываемых деталей, а также сферу их применения.
Полезно иметь сведения о возможных конструктивных и технологических параметрах ваших перспективных изделий.
2. Определите требуемую производительности станка.
Это поможет выбрать соответствующую вашим требованиям степень универсальности оборудования. Целесообразно уже на этом этапе наметить технологические циклы обработки.
3. Составьте краткий бизнес-план на закупку и монтаж.
В нём должны быть проработаны, в том числе вопросы подключения станка к электрической сети и при необходимости централизованной подачи масла, воздуха и СОЖ.
4. Обозначьте бюджет покупки.
Решается индивидуально, это поможет определить ценовой сегмент, в котором нужно искать подходящую модель.
5. Определитесь с производителем.
Лучше отдать предпочтение отечественным или известным зарубежным брендам. Желание купить дешевле должно сопровождаться тщательным и скрупулёзным анализом многочисленных конструктивных и технологических характеристик станка, вплоть до результатов заводских испытаний. Приветствуется наличие у Поставщика системы качества.
6. Поинтересуйтесь гарантией.
Вам будет полезно знать условия гарантии и возможность технического обслуживания Поставщиком, а также наличие на территории РФ сервисного центра.
7. Задумайтесь об эргономике.
Перед закупкой внутришлифовального станка уместно найти подобный образец в РФ и получить информацию о результатах его эксплуатации.
Особенности внутреннего шлифования
Чаще всего деталь закрепляется в патроне, который вращается в сторону противоположную направлению вращения шлифовального круга. Диаметр шлифовального круга составляет 0,8…0,9 диаметра обрабатываемого отверстия. Если диаметр отверстия более 125 мм, диаметр круга -- 0,65…0,75 диаметра отверстия.
Внутреннее шлифование имеет ряд особенностей, среди которых можно выделить следующие:
1. Высокая частота вращения шпинделей.
Это необходимо для обеспечения требуемой скорости шлифования.
2. Диаметр шлифовального круга меньше диаметра изделия. Это увеличивает поверхность контакта и нагрузку на зерно по сравнению с наружным круглым шлифованием.
3. Малый размер круга и, соответственно, диаметр шпинделя обуславливает невысокую жесткость шлифовального шпинделя. Это определяется малыми обрабатываемыми диаметрами, и, в ряде случаев, большой длиной отверстий.
4. Необходимость специальных устройств для подачи СОЖ в зону обработки, усложненная плохим доступом к зоне резания.
5. Сложность применения контрольно-измерительных приборов и устройств автоматической подналадки станков.
6. Затруднен визуальный контроль процесса металлообработки.
Вследствие вышеизложенного глубина резания t и продольная подача Sпрод при этом виде обработки в два раза меньше, чем при наружном круглом шлифовании.
Виды внутреннего шлифования
1. Шлифование в патроне с продольной подачей (рис. 1)
Наиболее распространённый вид обработки. Этим способом обрабатываются сквозные и глухие отверстий большой длины.
При окончательной обработке применяется многопроходное шлифование. Для этого шлифовальный круг на каждый двойной ход совершает возвратно-поступательное движение и движение подачи на глубину резания t. В конце обработки может производиться выхаживание без подачи на глубину.

Рис. 1. Схема шлифования отверстия в патроне с продольной подачей.
Величина продольной подачи при черновом шлифовании принимается равной (0,4…0,8)T, а при чистовом – (0,25…0,4)T, где Т – ширина круга. Глубина резания на двойной ход принимается в пределах 0,005…0,015 мм.
2. Шлифование в патроне с поперечной подачей (рис. 2)
Достаточно распространённый вид обработки. Применяется при небольшой длине деталей.
В этом случае круг имеет только поперечную подачу. Способ применяется для обработки сквозных и глухих отверстий в деталях повышенной жесткости.
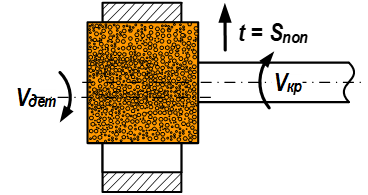
Рис. 2. Схема шлифования отверстия в патроне с поперечной подачей.
3. Шлифование отверстий с планетарным вращением шпинделя (рис. 3)
Применяется для обработки отверстий в крупных и корпусных деталях. При этом шлифовальный круг совершает планетарное движение внутри обрабатываемого отверстия. Обработка может производиться с продольной или поперечной подачей.
В процессе шлифования заготовка остается неподвижной, круг вращается вокруг своей оси со скоростью 25…50 м/с. Ось шлифовального круга при этом совершает планетарное движение со скоростью 40…60 м/мин. Шлифовальный шпиндель движется возвратно-поступательно вдоль оси изделия, а продольная подача назначается в долях ширины круга. Подача на врезание осуществляется кругом, при этом t = 0,008…0,05 мм на двойной ход круга.

Рис. 3. Схема шлифования отверстия с планетарным вращением шпинделя.
4. Бесцентровое внутреннее шлифование (рис. 4)
В этом случае обрабатываемая деталь не закрепляется, а располагается между роликами -- поддерживающим, ведущим и прижимным. Деталь вращается с окружной скоростью, равной окружной скорости ведущего ролика. Применяется способ при обработке колец подшипников качения. Достигается точность обработки: 6…7 квалитет, а отклонения от концентричности и параллельности осей внутренней и наружной поверхности – в пределах 0,003 мм.

Рис. 4. Схема бесцентрового внутреннего шлифования.
В силу высоких технических требований к точности обработки и установки роликов, технология бесцентрового внутреннего шлифования, как правило, применяется в крупносерийном и массовом производствах.
Представленные на нашем портале компании E-tech и Supertec из Тайваня проектируют и изготавливают прецизионные внутришлифовальные станки. По стоимости оборудование относится к среднему ценовому сегменту. Обе фирмы имеют многолетний опыт изготовления станков, у них функционирует системы менеджмента качества, сертифицированные по стандартам ISO9001 и ISO14001, что означает верификацию всех стадий производства выпускаемого оборудования. При желании любой Заказчик может запросить Протоколы испытаний станков, в том числе сертификаты СЕ, подтверждающие соответствие продукции нормам безопасности, принятым в Европейском Союзе.
Таким образом, учёт проанализированных методов внутреннего шлифования, следование предложенным рекомендациям, а также обращение на наш портал, в СТАНКОТЕКУ существенно облегчит выбор оборудования и вы сможете приобрести качественный внутришлифовальный станок.
Следует помнить, что экономия при покупке может привести к дополнительным расходам на обслуживание и ремонт в будущем.