

Системы автоматической смены режущего инструмента
Блог
Системы автоматической смены режущего инструмента
Использование систем автоматической смены режущего инструмента существенно повышает производительность и эффективность работы оборудования. В то же время от типа и конструкции устройства автоматической смены инструмента (УАСИ) зависят:
-
точность установки инструмента, а следовательно, точность обработки;
-
время смены инструмента, т. е. производительность;
а также вся компоновка многооперационного станка. Вот почему выбор системы может оказаться сложной задачей. В сегодняшней статье мы расскажем о видах УАСИ и их особенностях.
Этапы подготовки и использования инструмента
Как правило, обработка заготовок на станках с ЧПУ производится несколькими режущими инструментами последовательно. Для этого на станке должен быть собранный и настроенный комплект соответствующих инструментов.
В общем виде на станках с ЧПУ процесс использования режущих инструментов включает четыре этапа:
1. полученные на складе режущие инструменты устанавливают в оправки или на державки с помощью специальных приборов (пресеттеров), которые позволяют произвести настройку инструмента вне станка; собранные и настроенные инструментальные блоки складируют;

2. комплект настроенного инструмента, необходимого для обработки заданной номенклатуры заготовок устанавливают в зависимости от типа станка (фрезерный или токарный) в инструментальный магазин или в револьверную головку;
3. в процессе обработки заготовки нужный инструмент автоматически выбирается, устанавливается и фиксируется на рабочем органе станка; после обработки заготовки он возвращается в магазин, а вместо него устанавливается следующий инструмент;
4. после обработки соответствующих партий заготовок комплект инструмента возвращают на склад; оправки и державки при необходимости разбирают, а режущий инструмент направляют на заточку или замену.
В процессе обработки заготовки система автоматической смены инструмента (АСИ) последовательно выбирает нужный инструмент, автоматически устанавливает его на рабочем органе станка, а затем возвращает инструмент в магазин.
Автоматические сменщики инструмента должны обладать:
-
быстродействием;
-
высокой надёжностью и точностью перемещения, плавностью работы;
-
максимальной ёмкостью магазина при минимальной занимаемой площади;
-
возможностью заменять инструменты вручную.
Кроме этого АСИ должна сохранять размеры рабочей зоны станка, предохранять инструменты и их посадочные места от загрязнения и запыления, быть удобна в обслуживании.
Типы устройств автоматической смены инструмента и особенности их конструкции
Автоматическая смена инструмента при обработке деталей на станках может производиться:
-
переключением (поворотом и фиксацией) револьверной головки с неподвижно закрепленным в ней инструментом;
-
заменой всего шпиндельного узла с инструментом;
-
сменой инструмента в шпинделе станка.
Конструктивное и компоновочное использование устройств автоматической смены инструмента зависит главным образом от типа станка, расположения шпинделя, количества и типов применяемого инструмента, времени смены инструмента.
Для фрезерных станков существуют следующие типы АСИ:
Револьверные шпиндельные головки получили широкое распространение благодаря относительной простоте устройства. Однако в последние годы они применяются реже из-за ограниченного количества размещаемого в них инструмента, неточностей, вносимых индексацией головок, а также из-за недостаточной жёсткости.

Сменные многошпиндельные головки используют в многооперационных станках при изготовлении крупных серий деталей. Сегодня встречаются крайне редко из-за своей неэффективности и наличии более выгодных средств АСИ.

Револьверные магазины или магазины зонтичного типа с постоянным положением относительно шпинделя содержат больше инструмента, чем револьверные шпиндельные головки, и позволяют разместить шпиндель любой длины. Их недостатки: ограниченная ёмкость магазина, большой вылет шпинделя, снижающий точность обработки, размещение громоздкого магазина непосредственно на шпиндельной бабке вблизи рабочей зоны станка и загромождение рабочей зоны.
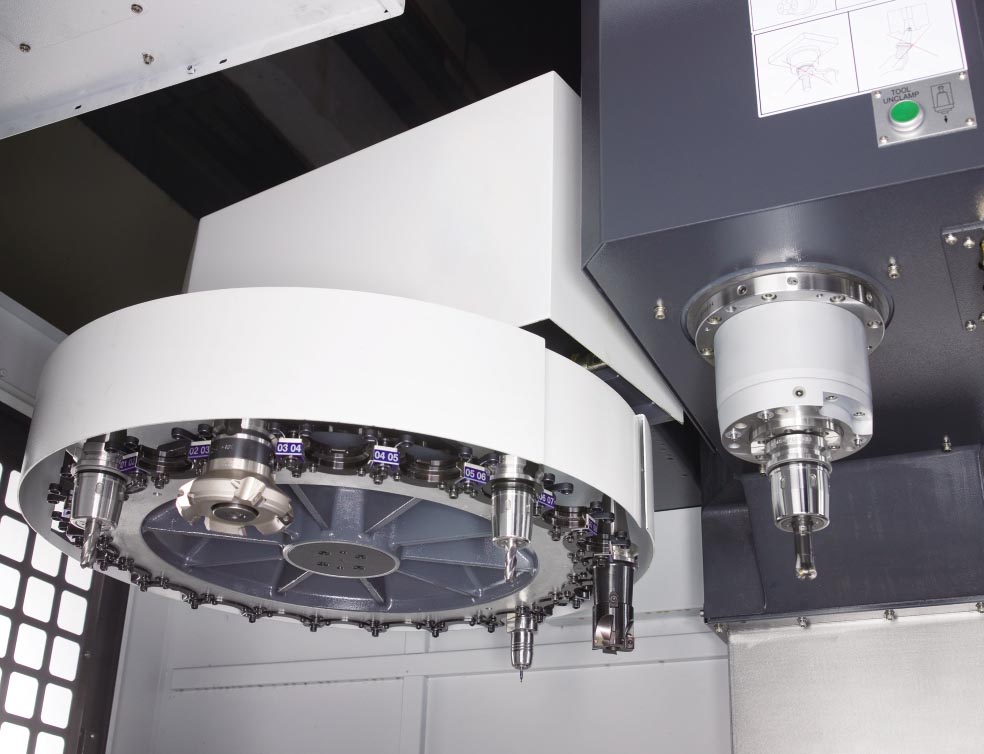
Широкое распространение получили УАСИ с одним грейфером для загрузки инструмента. При повороте грейфер захватывает одновременно оправки с предыдущим и последующим инструментом, затем осевым перемещением выталкивает их из магазина и шпинделя, поворотом на 180° меняет местами и обратным осевым движением посылает предыдущий инструмент в магазин.

Магазины с загрузочным грейфером могут быть размещены на достаточном удалении от шпинделя в удобном для обслуживания месте. Усложнение, связанное с дополнительным грейфером, компенсируется возможностью изготовления магазинов в виде независимых агрегатных узлов различной ёмкости. Некоторые производители на больших станках вместо грейфера иногда используют антропоморфных роботов.
Из конструктивных разновидностей магазинов наибольшее распространение получили дисковые и цепные, последние вследствие большой ёмкости и возможности различного размещения при компоновке. Положение магазина при компоновке в некоторых случаях однозначно определяется конструктивным типом устройства, а в других случаях может быть неоднозначным благодаря автооператорам.

Для токарных станков существуют следующие типы системы АСИ:
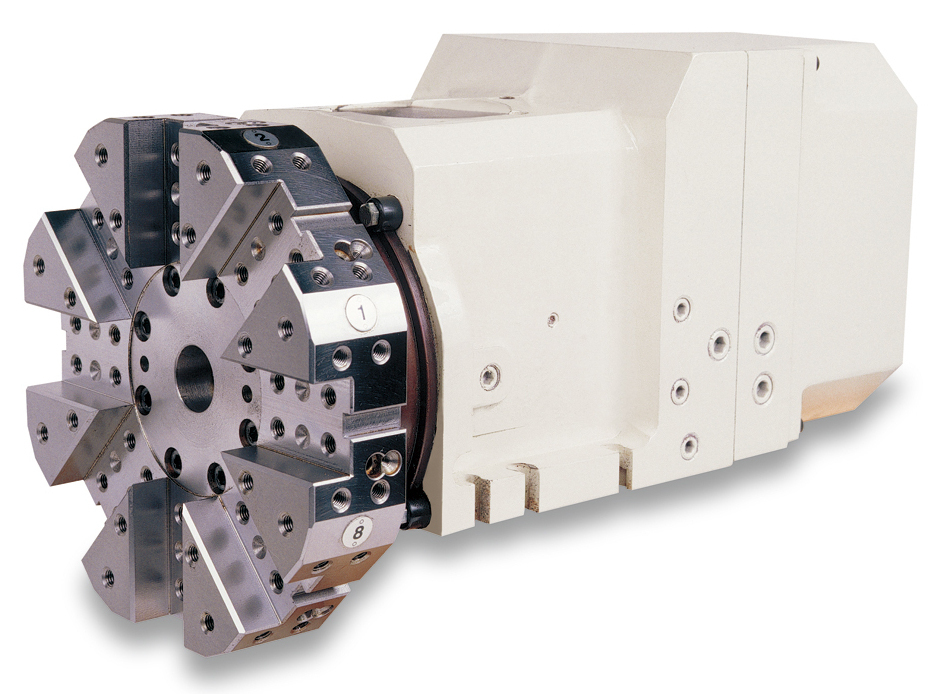
Револьверные головки имеют оптимальное соотношение количества инструмента жёсткости и габаритов, поэтому являются наиболее распространенным типом АСИ для токарных станков. Револьверная головка представляет собой диск с зафиксированным неподвижным или вращающимся (фрезерным) инструментом
Инструментальные суппорты. Этот тип системы автозамены инструмента встречается на токарных автоматах, где максимальный диаметр обработки не превышает 60 мм. Основными преимуществами суппорта является мгновенная смена инструмента и простая конструкция.

Проблемы выбора
Многообразие систем автоматической смены инструмента затрудняют их выбор, который ещё более усложняется из-за постоянно появляющихся новых разработок. Правильно подобранная УАСИ увеличивает эффективность производства и повышает его гибкость. Ошибки в выборе приводят к лишь к неоправданным финансовым затратам.
Специалисты Центра инженерно-технологической поддержки портала СТАНКОТЕКА проконсультируют вас по всем вопросам, связанным с покупкой станочного оборудования и его модернизацией. Оставьте заявку на обратный звонок или на подбор оборудования.